
 Development Process of Improving Tool Life in Remake of Old Tooling
Development Process of Improving Tool Life in Remake of Old Tooling
Sean Murrells – Tool & Design Manager
sean.murrells@lynar.co.uk
1. Summary
Lynar Manufacturing runs a high volume electrical circuit connector for Truck-Lite Europe Ltd which needs new tooling as the old tooling is worn beyond repair.
2. Introduction
Truck-Lite Europe Ltd is a global leader in the design and manufacturing of vision systems servicing the Automotive and Commercial Vehicle Industry. Under the brand names of Truck-Lite, Rubbolite, FER and Signal-Stat they have become a fore runner in LED and incandescent lighting technology, mirror manufacturing and trailer assemblies. Servicing the truck, trailer, off-road and military sectors as well as the independent aftermarket they have an extensive portfolio of OEM customers and over 90 years of experience in an ever changing and evolving marketplace.
More information on the product can be found at www.truck-lite.eu.com
Example of product

3. Product Detail
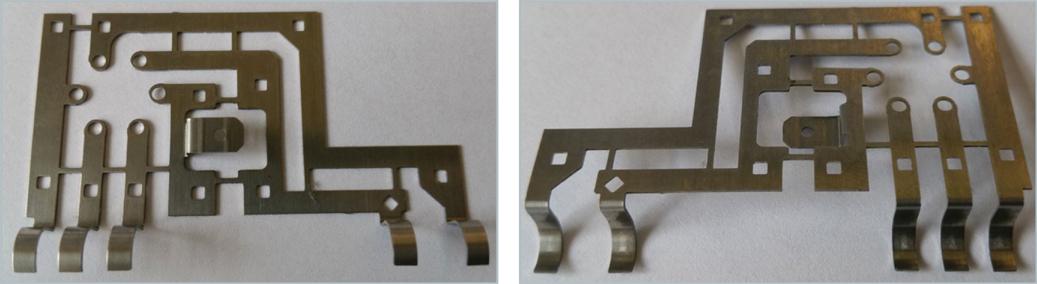
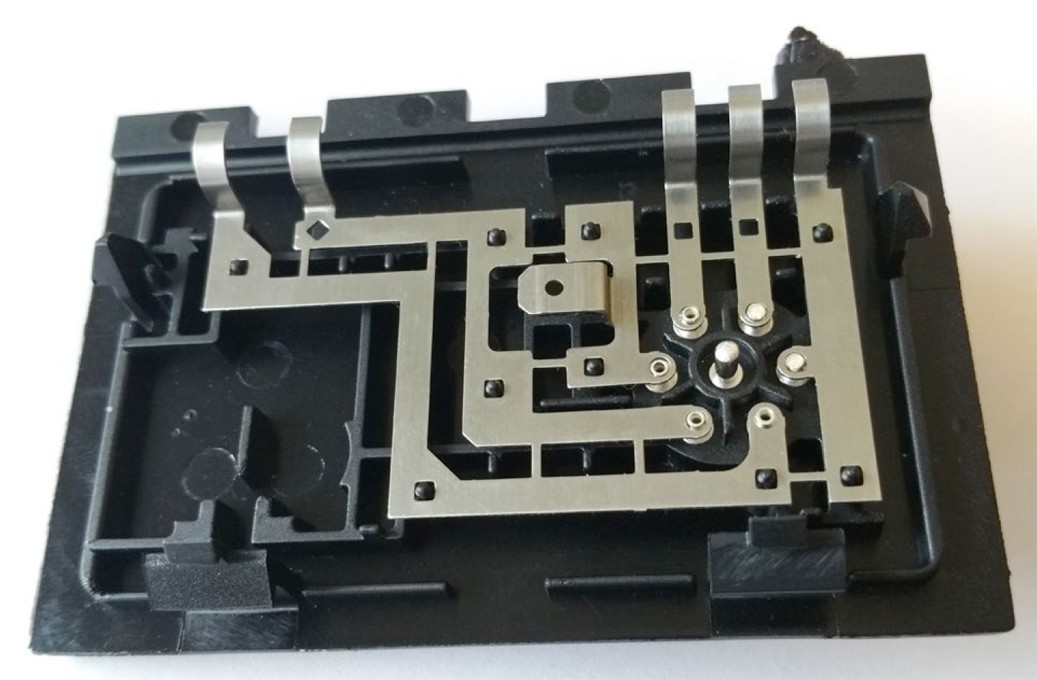
The product in question is a connector circuit with five bulb prongs formed onto the component. The part also incorporates a spade connector. The material used for this component is 0.4mm stainless steel, chosen for its spring characteristics although it can be troublesome at times if care is not taken. This part is then inserted into a moulding on-site at the Truck-Lite plant.
The parts in question – Part No. 85184
Assembled in moulding
4. Initial Design Methodology
The old tooling had run over 16 million parts over the span of 12 years resulting in a completely worn and exhausted tool. A lot of maintenance had been carried out on the tooling over recent years to enable it to get this far.
Also as a new tool was being made, modifications to the component were made to aid assembly as so:
- Extra three square holes are now required.
- Some profile changes were needed i.e. less cutting tags required.
- Contact form required a lead in to assist fitting the part into the mould.
5. Findings
Looking at the old tooling it was clear that a few of the pre piercing punches and dies were too close together, this made the dies weak. Also due to the sharp nature of the die corners this caused a stress raiser in the die allowing it to crack.
There were a few other problems with this tool as so:
- Little die support was present in weak areas.
- Form inserts were not positively held in the die.
- Die set was bent and weak too.
- Blanking die shape was far too complex again giving rise to compromised die strength.
- Miss matching on the component was bad due to little piloting or control of component.
Old Tooling Die and Stripper
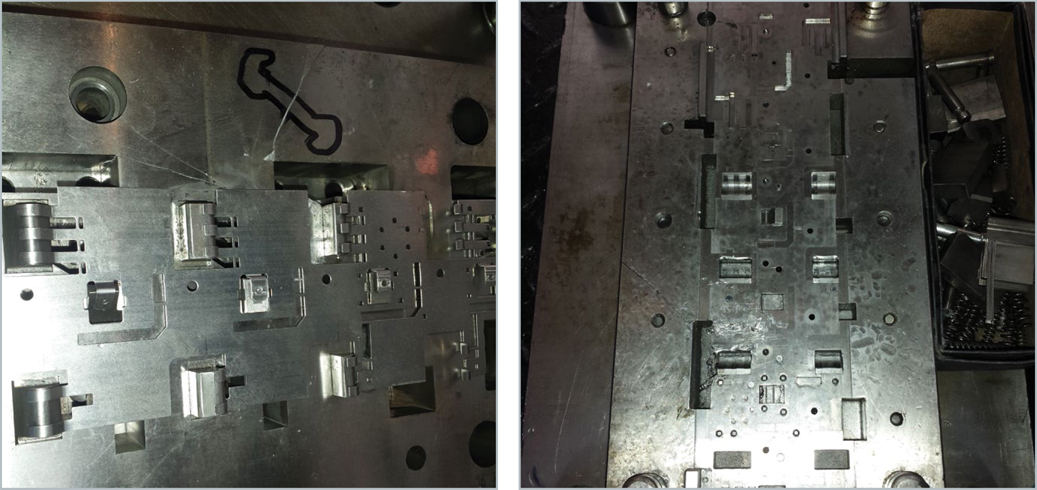
The above photos clearly show large cracks in the die (left hand picture) and lots of damage to the stripper (right picture) caused by slugged up dies and die inserts being pulled out from the die.
6. Tool Design
In general the current tool design wasn’t too bad with some issues created in the manufacturing of the tooling however, all the problems could be designed out of the tooling by splitting up aspects of the pre-piercing.
The new tool would be designed 3 pitches larger giving the tooling more room to split up the piercings and the blanking die.
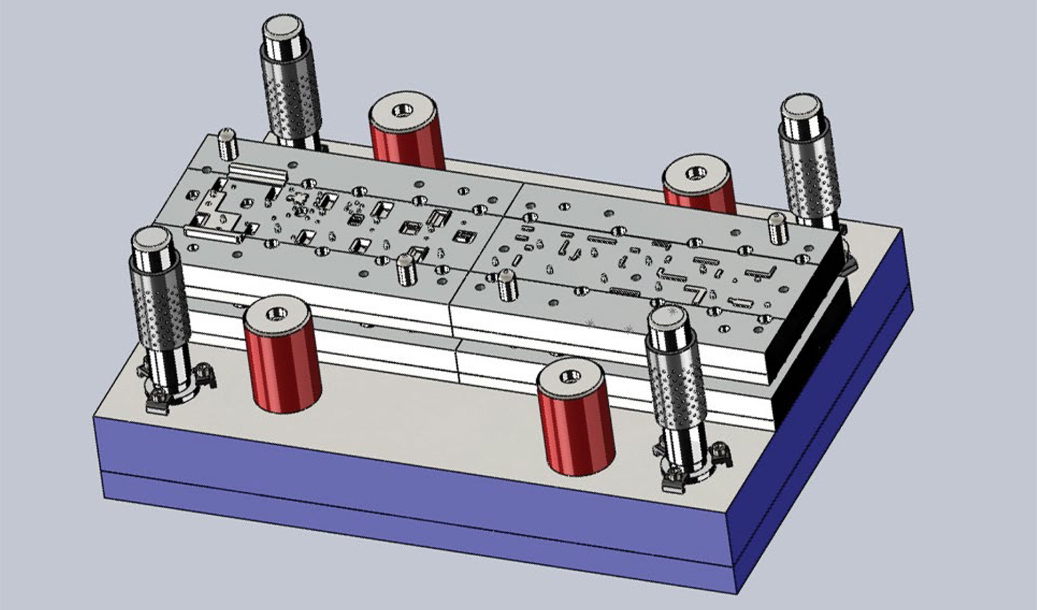
The design was drawn in 3D Cad using the latest Solidworks software.

For more info on this software see: www.innova-systems.co.uk
3D Bottom Tool
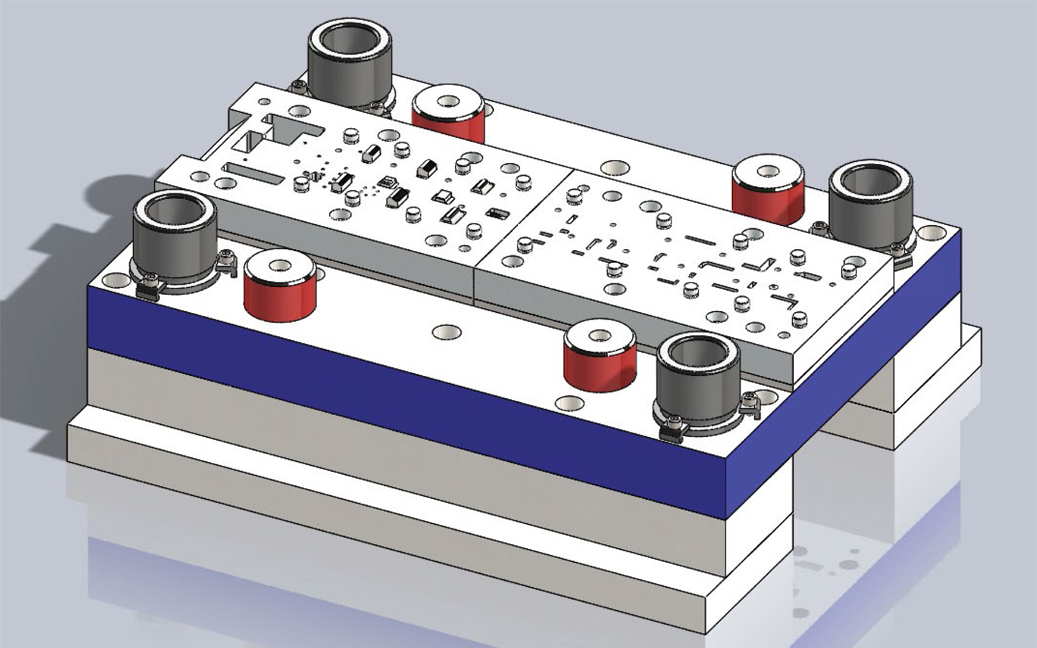
3D Top Tool
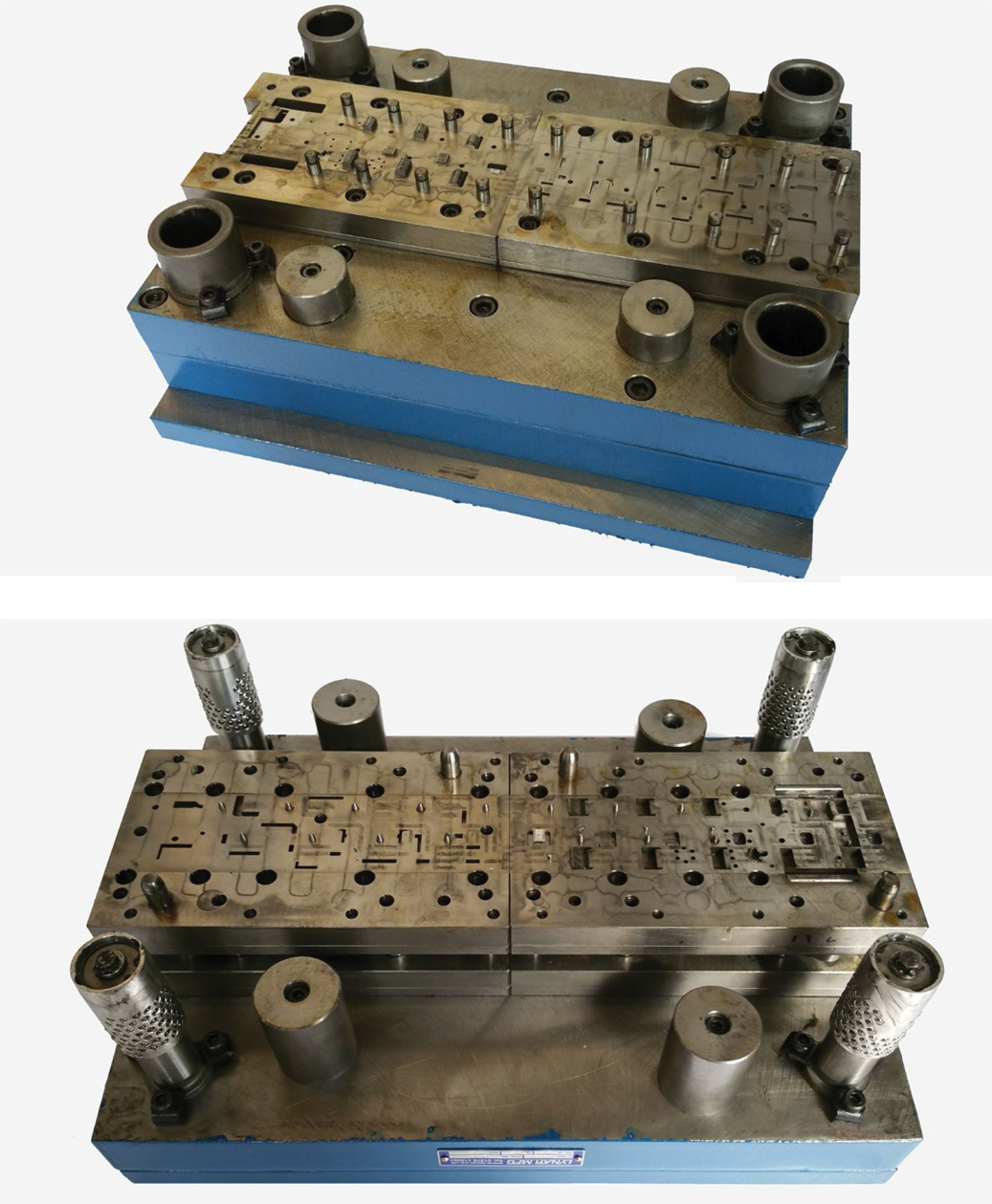
The tool was manufactured with a bespoke die set which was wire eroded to the profile of the piercings. The previous die set had been band sawed out. This gave the tool much more strength and with a nicely fitted ‘backer plate’ which was wire eroded specifically to give extra support, thus creating a far more sturdy and reliable tool.
The strip ribbon that guides the component through the tooling was improved due to the splitting of piercings. Larger pilots were also implemented because of this, which helped to control and stop miss matches that would previously arise in the older tooling.
Fully Manufactured New Tool
8. Production
We had difficulty running a large amount of stock during the interim of making tooling because of regular tool breaks whilst running the older tool. Due to this, we pressed on with producing the tool in as little time as possible, running a small initial first batch once completed to cover Truck-Lite’s low stock levels. This assured no halt came to their assembly line. The first parts required a little development on the spade terminal form. New tools require more development because of the spring stainless steel used to manufacture the component.
This was partly down to the fact we had the original tool to copy but mainly down to Lynar Manufacturing’s wealth of experience in the manufacturing of press tooling. After a small modification the parts were inspected and an ISIR supplied. These components were approved immediately and the tooling started it first run in earnest. The tooling then happily run 60,000 + components to ensure the customers stock was replenished quickly and adequately.
9. Conclusion
Our new production tool is now a stronger more reliable tool which will far surpass the expectations of the old tooling in respect to both tool maintenance (lack of) and production volumes. Another successful new tool.
10. Testimonial
“Lynar Manufacturing have been a long and trusted supplier of Truck-Lite. Their delivery and performance metrics have continued to meet our requirements, throughout the years.
In parallel, they are very proactive in responding to our technical enquires and fast to react to any problems we may have. We have formed a very positive partnership over the years, which has enabled both parties to satisfactorily meet the demands of our customers.”
Karen Mattison Quality Engineer and Steve Frost Quality Manager for Truck-Lite Europe Ltd
11. Acknowledgements
Many thanks to Karen Mattison and Steve Frost – Quality at Truck-Lite
and Sophie Waters – Regional Accounts Manager – Innova Systems
12. Copyright


